Automated visible-range PIC testing at wafer and die scale
Quantum Transistors has developed a highly automated electro-optic test platform based on MPI Corporation’s probe system to characterize visible-spectrum photonic integrated circuits (PICs) at wafer and die level. Delivering exceptional repeatability, throughput, and measurement accuracy, the platform enables rapid PDK development, process optimization, and known-good-die qualification for scalable quantum photonic computing.
By Lawrence van der Vegt – Head of Photonics at MPI
Corporation, and Thomas Ferreira de Lima – Principal Photonic Engineer,
Benjamin Strekha – Photonic Engineer and Igal Bayn – VP Photonics at Quantum
Transistors Inc.
Introduction to diamond-based quantum processors
Quantum Transistors is a quantum computing startup developing a scalable quantum processor architecture based on solid-state spin qubits in engineered diamond structures integrated with photonic interconnects. Their approach relies on creating and controlling colour centres in synthetic diamond, which act as stable quantum bits whose electron spin states can be initialized, manipulated, and read out using optical and microwave techniques. These spin qubits exhibit long coherence times and can operate at relatively higher temperatures compared to superconducting qubits. The architecture heterogeneously integrates these diamond qubits into photonic integrated circuits (PICs), enabling photons to mediate entanglement between spatially separated qubits. This photonic coupling allows the system to scale beyond nearest-neighbour interactions and supports modular quantum processor designs.
Unlike many other quantum architectures that face challenges in scaling, their technology offers the potential for large-scale, fault-tolerant quantum computing systems deployable in standard data-centre environments, bridging the gap between laboratory prototypes and commercially viable quantum processors.
Scaling up development of visible PICs
Designing, testing, and packaging PICs at industrial-scale levels for operation at visible wavelengths requires developing a new process development kit (PDK) based on a compatible photonic foundry process. While the device geometry family can be generally inspired from telecom near-infrared designs, the devices engineered by QT have 2–3 times smaller features that approach the same order of magnitude as the critical dimension that a state-of-the-art foundry can offer. As a result, fabrication variations within each wafer and across wafers have an amplified impact on device under test (DUT) performance variability. Furthermore, coupling to a visible PIC is, in the best-case scenario, 3x less tolerant to misalignment offsets compared to infrared ones.
Quantum Transistors’ main objective of the automated probe system is to accurately measure performance variations across thousands of DUTs per wafer over several wafers and correlate the results with numerical modeling. This allows them to control, refine, and qualify their new PDK for visible photonics. Second, these measurements are used to compute a score for each product die according to custom metrics. QT uses the probe system to monitor the performance of each die across several packaging steps after singulation, resulting in fully validated known-good dies (KGD) available for heterogeneous packaging.
The primary challenges associated with testing these devices stem from the need to maintain high throughput, precision, and repeatability in the visible wavelength range. Device and system sensitivity, along with environmental conditions, directly influence the accuracy and repeatability of measurements, which are essential for reliably determining the performance and quality of the DUT. By maintaining tight control over these factors through advanced test automation, the testing process produces consistent, high-quality data that accurately reflects the true performance of the device across its lifecycle.
High accuracy, repeatability, programmability and compliance with eye-safety requirements together with the best-in-class technical support were key criteria in selecting MPI Corporation, driven by the scalable architecture of its probe system and test solutions. The resulting measurement data was subsequently leveraged to refine and optimize QT’s PDK and identify good dies prior to packaging.

Figure 1: Trench and edge coupling onto electro-optic integrated circuits in the visible spectrum. (a) Wafer level dashboard monitoring measurement progress. (b) Real-time power monitoring with SENTIO® and External Power Meter. (c) Side and top view of live trench coupler measurement.
Automation requirements
A critical requirement was the system’s capability to automatically compensate for temperature variations within a ±2 °C window, while supporting continuous operation over multiple days. Equally important was the ability to pause and resume measurement sequences without impacting data integrity or system repeatability. While these requirements are generally manageable under standard conditions, the specific measurement environment introduced additional complexity. This included maintaining tight control over Polarization Extinction Ratio (PER) and Polarization Control (POL) from the laser source to the DUT. For example, one of the waveguide transition DUTs was measured via edge coupling using a single-mode fiber terminated by a lensed tip with a mode field diameter (MFD) of 1.66 µm, resulting in a measurable mean insertion loss (IL) of 0.015 dB (σ = 0.003 dB) across the wafer – note the extremely low variance in the order of milli-dBs required to measure such device. All these parameters were maintained with minimal alignment overhead and over several days per wafer while situated in a Midtown Manhattan office tower near a busy subway station.
Probe system description
To meet these stringent requirements, QT developed a dedicated test environment based on MPI’s TS3500, configured for visible wavelength operation and integrated with SENTIO® control software via their Python SDK (Figure 1). This setup incorporated optimized optical fiber probes designed for trench, edge and grating coupling in the visible spectrum, best-in-class test instrumentation, and a highly optimized, automated software orchestrator that resulted in measurement throughput of 1 min per full wavelength scan per DUT.
The configuration (Figure 2) shown below defines the measurement platform used to characterize the optical performance of QT’s grating- and edge-coupler-based PICs. A tunable laser provides a wavelength-dependent optical source, with the signal split into two parallel paths: one for continuous optical power and wavelength monitoring and the other for device-under-test (DUT) characterization.
The probe system used by QT is configured with one West-positioned optical hexapod and one East-positioned optical hexapod, both equipped with undermount nanopositioners, each fitted with an arm and fiber holder. The hexapods perform coarse alignment, while the nanopositioners enable fine alignment with nanometer-level accuracy. No RF or DC positioners were used in this optical-to-optical (O–O) configuration. The dark box option provides an integrated light-isolation enclosure specifically designed for high-sensitivity optical measurements. It establishes a controlled, low-stray-light environment that minimizes ambient light interference and suppresses disruptive airflow and temperature gradients, increasing the environmental stability through the duration of the experiments. In addition to shielding the device under test from external illumination, it also serves as a light-absorbing environment that reduces internal reflections and suppresses parasitic optical resonances. This is particularly important for measurements in the visible and near-infrared wavelength ranges, both at ultra-low power levels and during high optical power testing.

Figure 2: QT’s test setup and automation pipeline confirmed the alignment stability and repeatability of the probe system in the visible range to be on par with the performance stability of the tunable laser. Monitors connected to the MPI station allow for continuous live monitoring of chuck and probe arm movement, wavelength sweeps, and power readings.
By improving optical isolation and environmental stability, the enclosure enhances measurement fidelity and repeatability while also supporting compliance with laboratory and manufacturing safety standards.
The calibration process for the physical fiber probe-to-wafer distance is fully automated and both temperature-controlled and temperature-compensated. It ensures precise and repeatable calibration of the probe-to-DUT distance and angular alignment across varying thermal conditions. The temperature sensitivity of the laser-to-fiber coupler, passive components, splitters, and fiber probe are also mitigated by this parallel path monitoring. This approach maintains alignment accuracy from ambient temperature up to +150°C, compensating for thermally induced mechanical drift and expansion effects to preserve consistent probe positioning.
Repeatability verification test
The alignment subsystem supports logic-driven, fully automated optical probe positioning and DUT alignment. This is achieved by a stationary, power-stabilized, and polarization-optimized laser source in combination with a single-channel optical power meter. The analog output of the power meter is directly interfaced with the SENTIO® environment of the MPI TS3500, enabling closed-loop feedback for high-precision, high-speed automated alignment.
(Figure 3) Image (a) shows the coarse scanning path of the optical I/O, confirming a Mode Field Diameter (MFD) of 1.66 µm, followed by fine alignment to achieve the optimum probe position. Note that the MFD can be fit after each alignment procedure and the probe to DUT distance can be adjusted to also approach the waist of the coupler’s beam.

Figure 3: Hexapod multistage alignment using a hexapod for coarse scans and a nanopositioner for nanometer area scans (a) and gradient search (b,c). This ensures optimum optical probe position prior to data collection. (b,c, Sample figures courtesy of MPI)
Running measurements with this optimized process demonstrated high accuracy and repeatability, as validated by one coarse-alignment measurement and 100 fine-alignment measurements (see graphs below). The consistency observed across successive runs confirms stable probe positioning and repeatable system performance. Each alignment took approximately 5 seconds, and consecutive alignments were spaced by 2 second intervals.
(Figure 4) Given an MFD of 1.66 µm, an excess loss of 0.02 dB corresponds to an approximate positioning margin of ~60 nm from the peak coupling position in the YZ plane. It is worth noting that the excess loss in dB is inversely proportional to the square of the MFD value – assuming a typical SMF-28 MFD of ~10 µm, the excess loss due to a similar misalignment would be ~0.5 mdB!

Figure 4: West positioned hexapod with nanopositioner measurement data on input of device under test (DUT). 100 YZ alignment followed by power measurements resulted in a 0.023 dB standard deviation optical insertion loss from OPM2-OPM1 (lower graph). The nanocube position readings (upper graph) after alignment remained within ±60 nm of the average position in YZ and the X was not moved. The error bars around each position reading shows the accuracy of the readout. Similar measurements and plots for the east hexapod resulted in a 0.019 dB standard deviation optical insertion loss.
The two-tiered optical power meter (OPM) setup effectively mitigates variability in the tunable laser output, which itself exhibits an intrinsic stability of <0.03 dB. The two optical power meters jointly compensate for any variations in the test setup—both optical and mechanical—in real time.
The optical referencing of the two power meters was performed as a function of wavelength, ensuring that each wavelength step was normalized to a 0 dB reference point. This process was electrically synchronized with the tunable laser source and optically supported by the wavelength meter, enabling accurate wavelength tracking and consistent power calibration across the full measurement range.

Figure 5: (a) Shows the WAFT probes installed on the TS3500-IFE, while (b) shows a WAFT-to-WAFT calibration measurement operating around 630 nm and 5 μm separation. (c) Alignment routines over areas of 8x8 μm2 with recorded position and analog power readings allow for the calculation of effective MFD when the WAFT is coupled through the trench to an inverse taper on the west (top figure) and east (middle figure) sides of a die. This is repeated at various separations for two waveguide thicknesses in different layers (bottom figure) to build a baseline for calibrating measurements to the same effective WAFT-to edge distance.
This referencing is typically performed as a one-time process step; however, periodic re-referencing may be required depending on environmental stability and test instrumentation specifications. In this QT setup, no re-referencing was necessary over the duration of the test runs. (For intervals see MPI application note AN62425).
This function is enabled by the 2×2 port thermally insensitive splitter, which provides temperature-independent power and polarization splitting ratios. QT used a special splitter constructed by a dielectric prism that maintains a reasonably flat splitting ratio across a large array of visible wavelengths which remains unchanged over the ±2 °C operating range.
Any wavelength variations from the tunable laser source during measurement runs were continuously monitored and recorded using an optical wavelength meter. This setup ensured accurate tracking of the operating wavelength and the input optical power alongside the DUT measurement. In QT’s approach, the DUT’s optical measurement was corrected ex post facto while preserving measurement integrity throughout the test sequence resulting in an accuracy of ±1.5pm/±0.02dB (1σ). This approach minimizes the number of components in the optical path and obviates the need for real-time correction mechanisms for wavelength and power fluctuations. Active regulation of input power and wavelength is possible with feedback mechanisms at the expense of complexity and measurement speed.
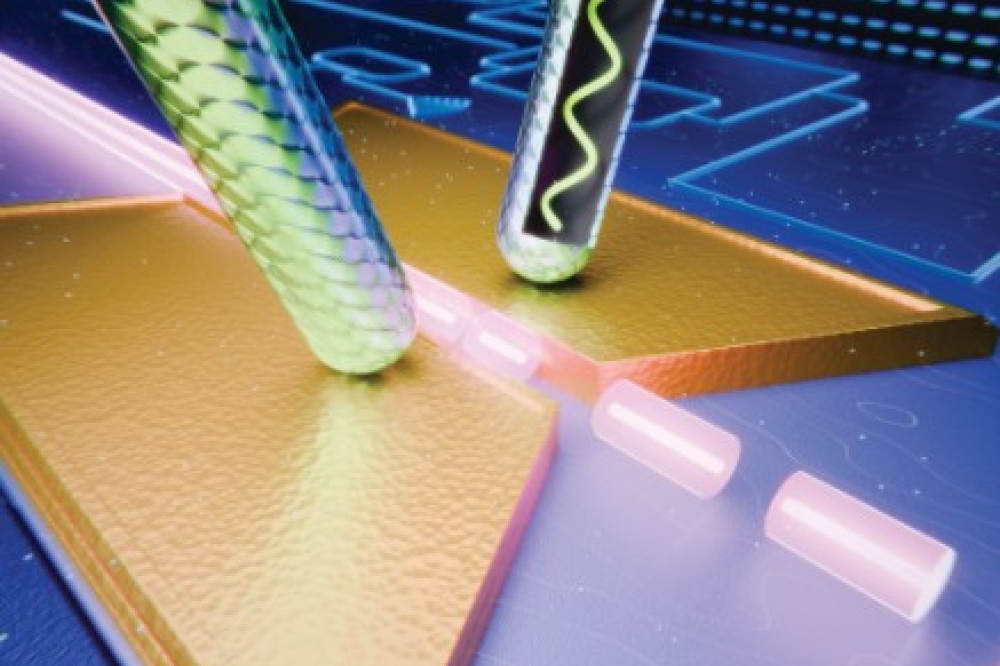
Optical coupling mechanisms
Quantum Transistors used a range of custom grating-coupled and edge/trench-coupled fiber probes that accommodated wafer-level and die-level testing at scale with efficient optical coupling. Grating coupler devices emit light vertically with a spot size that matches that of a polished optical fiber, making alignment easier and fast. However, its coupling loss is high and very sensitive to wavelength, polarization, temperature, and fabrication variability. Edge couplers, on the other hand, have higher bandwidth and tolerance to temperature and polarization, but their spot size is lower than the fiber tip MFD, degrading coupling efficiency.
This edge coupler tradeoff was addressed using a wavelength-optimized Waveguide Array to Fiber Transposer (WAFT) fiber probe developed by Teem Photonics, specifically engineered to convert spot sizes between fiber and probe ends, and consequently increase optical port density on the die’s beachfront (Figure 5). They can also produce top-coupling WAFTs (TC-WAFT), which have an angled mirror finish at the probe facet designed for dual use: top coupling to grating couplers and trench-coupling into edge couplers on a wafer. Teem Photonics collaborated with MPI to produce custom-fit WAFTs matching the hexapod probe arm holders, resulting in stable coupling performance across varying wavelengths within the visible range. For the grating coupler coupling and die edge coupling QT used polished and lensed polarization maintaining fibers produced by Orbray Co., Ltd. of Japan (Figure 6).
End-to-End data collection and analysis pipeline
QT built a comprehensive data acquisition pipeline that scales the needs of production wafer testing and KGD qualification, providing automated control and minimizing manual intervention. Two key insights were instrumental. First, QT codified the measurement procedure into a deterministic “workflow” document that orchestrates measurement sequencing, alignment routines, and data validation steps, as well as decision trees for instrument fault self-recovery and automatic pausing and resuming of the data collection. The workflow can be inspected, simulated, and version-controlled before execution and attached to the metadata after execution. It also enabled test DUTs to be measured alongside calibration DUTs at the same environmental conditions. Secondly, QT’s automation suite synchronizes instrument and telemetry data acquisition with timestamped logs that are streamed to an on-premises NoSQL database platform. This ensures low-latency data storage, logging, traceability, replication, backups, and controlled access across the company. With this data and telemetry acting as a system of record, post-processing routines can be run to normalize, filter, and correlate datasets into human-readable reports – often while the probe system is in the middle of scanning a wafer.
With this pipeline, QT demonstrated workflow throughput of approximately 6,000 DUTs per 24h, each with O-O high quality measurements, which is enough to verify wafer-scale device performance against design specifications, identifying fabrication-induced variations of key performance metrics. Consistent acquisition and automated data analysis at this level is critical for validating design parameters and quickly iterating over PDK elements and process adjustments with foundry partners, which is essential for meeting the stringent requirements of scalable quantum photonic and atomic systems, where even sub-dB-level deviations can significantly impact system performance and overall fidelity.

Figure 6: MPI designed fiber holders to accommodate (a) lensed fibers and (b) polished fibers from Orbray Co., Ltd. of Japan that QT used for grating coupled measurements (c) or edge-coupled measurements (d).